
How to Leverage Customer Experience Data in Manufacturing
Demand for Mass Individualization Reframes the Role of Manufacturing, and Better Insight into Customer Experience Data Can Help
The need for supply chains to address demand for mass individualization is escalating — but it’s not new.
I remember several years ago working with a major athletic footwear and apparel manufacturer and sitting in a meeting with the marketing, manufacturing, and engineering teams. Marketing informed the group that they wanted the ability to create a shoe for every individual consumer. The engineering team was floored, wondering how they would accommodate a shoe design for the specific requirements of every individual. The manufacturing team was perplexed about how to handle that level of variability.
Explore related questions
A year later, however, they had it done. A customer could go to their website, configure their product, have it custom-made and delivered in short order.
That example is a precursor to trends that manufacturers are frequently facing in both the consumer and B2B marketplaces today — mass individualization and getting away from mass production. The market is telling companies that customers prefer a model by which unique products and services can be delivered versus traditional “off-the-shelf” solutions.
Demand for individualized manufacturing (see Figure 1) puts pressure on design because innovation comes at them more quickly. It puts pressure on logistics due to the expectation that goods will be delivered in short order. Manufacturing, as a result, must be more flexible and adaptable to those configurations, the variability, and the demand.
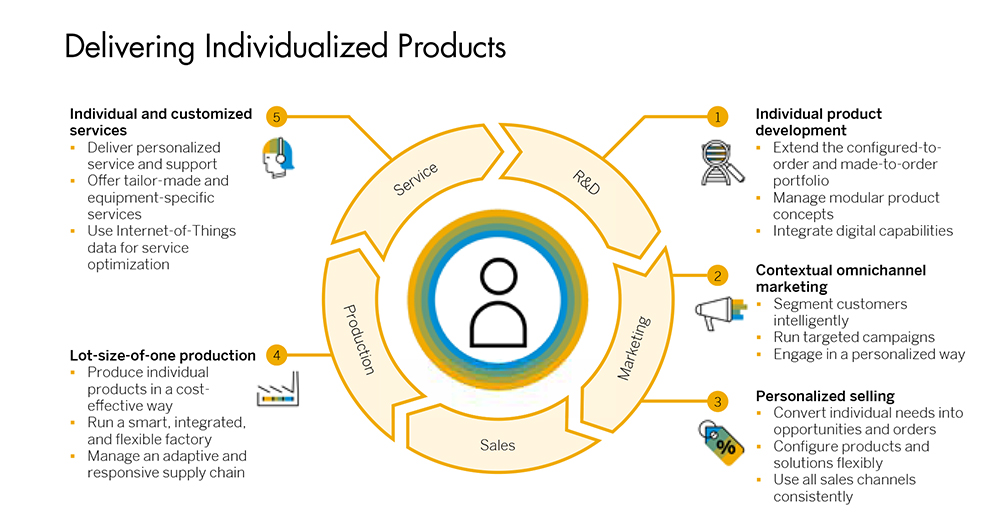
Figure 1: Consumer demand and other drivers have supply chain leaders developing new models
These are challenges for supply chain professionals, of course, but they present tremendous opportunities. A supply chain strategy that leverages mass individualization by leveraging customer experience data can be extremely valuable for companies looking to stay ahead of consumer demands. Meanwhile, there’s no doubt demand for a more individual approach to manufacturing — one that centers around customer centricity — creates complex supply chain challenges.
Manufacturing becomes more custom. More personalized products equate to myriad variables of products and lower quantities.
Direct to consumer (D2C) shifts priorities. The supply chain itself and its ability to customize for the consumer becomes part of the product.
Manufacturing becomes subscription-based. Consumer demand for ongoing delivery or replenishing of goods creates new challenges.
Digital is in the mix. Many manufacturers consider themselves, in part, software providers and firmware updates now fall into the supply chain. Software, for a lot of industrial manufacturers, allows further personalization and adds complexity in the supply chain process. The software also enables additional services.
Enabling innovation is a must. Today’s supply chain must position itself as an enabler of new technology and product development. It’s no longer sufficient for industrial manufacturers, for instance, to provide a machine — they should be providing a service and that requires connected products.
Global economy is a factor. Despite global trade challenges (think tariffs), most companies’ supply chain strategies need to be global.
Companies that can overcome these challenges and effectively evaluate and learn from what’s called “customer experience” at all stages of manufacturing can transition the supply chain from a cost center to an opportunity center.
Leveraging Customer Experience Helps
Customer experience has become a major focus for supply chain professionals. It’s used to capture product requirements on the front end and customer satisfaction on the back end — both, obviously, affect manufacturing.
Customer experience on the front end helps manufacturing identify the specific configurations that are either coming or trending in the marketplace. On the back end, customer experience as a customer satisfaction tool can inform manufacturing and engineering about the flaws and positive things being portrayed in the customer experience management relationship. That’s customer experience in context. Experience data, such as feedback about usability or performance, can be linked to operational data, such as drill temperature, to make informed decisions. This allows for continuous improvement of both process and quality.
In that way, understanding customer experience can greatly improve a manufacturing organization. However, many organizations aren’t set up to effectively leverage customer experience information because platforms for garnering feedback on the products in the field aren’t in place. It’s important to exact methodologies for more predictive maintenance and analytics in the field. Getting the information early allows organizations to adjust and change course as needed to get repairs done before they even break.
A customer experience management system can streamline that valuable data and provide feedback through reporting and analysis. Coupling that with advanced tools such as Internet of Things (IoT) devices to gather operational information can compound the benefits of a customer experience management system.
Tips for Better Customer Experience Management
Companies that are effective at customer experience and employee experience in manufacturing are good at the collection of data, but that’s only part of it. It’s even more important to be good at the analysis of that information. The big benefits are in understanding what the analysis can mean and what actions can be taken as a result. Those that do that well tend to be far more responsive and nimble in their processes.
For companies to truly embrace customer experience and employee experience in manufacturing requires what amounts to a digital transformation. As such, companies that run on SAP S4/HANA benefit from the availability of real-time information at their fingertips — data that’s so important to capture and manage. That’s helpful on the front end when it comes to identifying product requirements; it helps the supply chain be more responsive; it helps the manufacturing organization better understand needs; and it helps the process organization get tools installed and logistically delivered.
Management of content and the high-powered analytical tools associated with that process in SAP S/4HANA are extremely important. On the back end, SAP offers capabilities for predictive maintenance, predictive engineering, better diagnostics of assets in the field, and management of those assets internally and externally. SAP’s applications can be stitched together in a unique way that’s very difficult to acquire elsewhere.
As companies look to adapt to demand for mass individualization by leveraging customer experience and employee experience in manufacturing it’s important not to try to bite off everything at once. Focus on building a system incrementally that ultimately gets organizations where they need to be. In most manufacturing companies, it’s the need to improve the relationship between supply chain, engineering and manufacturing that ultimately comes to the forefront. Focus on improving that, because that’s where the pressure points are.
Organizations are faced with the need to address their entire manufacturing process. They have to become more flexible. The design of their lines has to be different and interchangeable. The design of products has to be built on platforms.
There are ways to get there that require some thought, strategy and then ultimately implementation strategies to allow organizations to achieve it over time.
Want More?
Manufacturing plays an integral role in the digital transformation of any organization, as it has touch points into every segment of the business. For more information, read the IDC report on Digital Manufacturing: Empowering Design to Operate.



