
Centralize Forecasting for Customer and Interplant Demands Using Planning Materials
By Venkata Ramana Nethi, CSCP, CPIM; MGR IT Build-Run Operations & Quality, Schlumberger
An effective way to manage forecasting requirements for a group of products or materials with similar characteristics in terms of bills of material (BOM) (component requirements) and routing (inhouse or subcontract operations) is via planning materials (PM). It can be used in either make-to-order (MTO) or make-to-stock (MTS) production processes.
In a typical supply chain, organizations have field locations or distribution centers that stock inventory to cater to customer demands (sales orders) and the stocks are replenished by the manufacturing locations via stock transport orders. Manufacturing locations produce to meet their sales order demands and to meet the stock transport order demands from distribution centers or field locations. Centralized planning across the network is based at manufacturing locations using PMs, which require an SAP planning strategy to allow forecasting for both sales orders (at manufacturing locations) and stock transport orders (network demands).
Explore related questions
Standard SAP planning strategies 60 (MTO) and 63 (MTS) support consumption of customer orders (sales orders). It does not include the stock transport order demands during netting of forecast on MD04 (Stock Requirements List) and showcases the assignments in MD73 (Display Total Requirements). The objective here is to showcase how to enhance SAP planning with a PM strategy to support above mentioned scenario.
In this article you will learn how to:
- Centralize forecasting of non-variable components of assemble-to-order (ATO) and MTO products to achieve better replenish lead times
- Set up “planning with a PM” strategy with enhanced capability of PM forecast (planned independent requirements) consumption by finished goods demands of both sales order and stock transport orders, in both SAP ECC and SAP Advanced Planning and Optimization
- Implement enhancements in stock requirements list (MD04) and total requirements display (MD73) for accurate reporting on forecast consumption across network
- Set up master data and review execution results
Case Study
An organization in the United States manufactures products with short (<15 days) to medium (16-90 days) range lead times and has a regional distribution center where sales representatives sell products on sales orders in that region and replenish the stocks form the manufacturing location via stock transport orders. Planning is centralized at the manufacturing location—where the demand planning team performs forecasting using PMs mapping for a similar group of materials (BOM of finished products have common assemblies and procured materials)—sold to customers via sales orders and also sold or delivered to other plants via stock transport orders. A potential gap is identified within SAP PM planning strategies 60 and 63, because these allow forecast on PM to be consumed only by sales orders (external demand) but not by the stock transport order demands. Due to this limitation, planners perform manual workarounds to reduce the PM forecast for the stock transport orders quantity.
Planners at manufacturing locations expect that forecasts with the VSEV requirement type on the PMs should be consumed by both sales orders (MRP element CusOrd) and stock transport orders (MRP element Ord.DS) in the stock requirements list (MD04) so the forecasting can be centralized across the network.
Note: The PM and actual saleable material is linked through the material master MRP3 fields.
Supply Chain Network – Example
In this example, a supply chain network consists of two plants—PLANT-A, the manufacturing location, and PLANT-B, the distribution center where finished products (F1, F2) are stocked and sold from both locations. They are manufactured at one location, PLANT-A. This organization wants to centralize the planning process so that planners at PLANT-A can forecast PMs that will be needed to meet expected demand for both locations.
PM overview
The PM is used for planning purposes only and managed by MRP planners without engineering control. It is not actually produced but is used to pass on the dependent requirements of the non-variable parts from the finished product.
In this example, the PM is used for forecasting purposes only, with bill of material (BOM) consisting of common or non-variable components of finished materials (F1, F2) assigned to it and routing operations to support capacity planning/evaluation on work centers. Planned orders generated via material requirements planning (MRP) are not convertible to production orders.
Explanation of Product Structures
Figure 1 showcases the product bill of material structures supporting PM assignment for centralized forecasting.
- PM in Plant-A is assigned on F1 and F1 material master records MRP3 view
- Finished products
- Plant -A, F1 and F2 are In-house produced, procurement type as make (E) on Material master MRP2 view
- Plant-B, F2 Is procured from PLANT-A, set up as procurement type as buy (F) and special procurement type key pointing to Plant-A, on material master MRP2 view
- Assembly
- Materials A1 and A2 are manufactured assemblies; procurement type as make (E)
- Components
- Materials C1 to C5 procured externally, procurement type as buy (F)
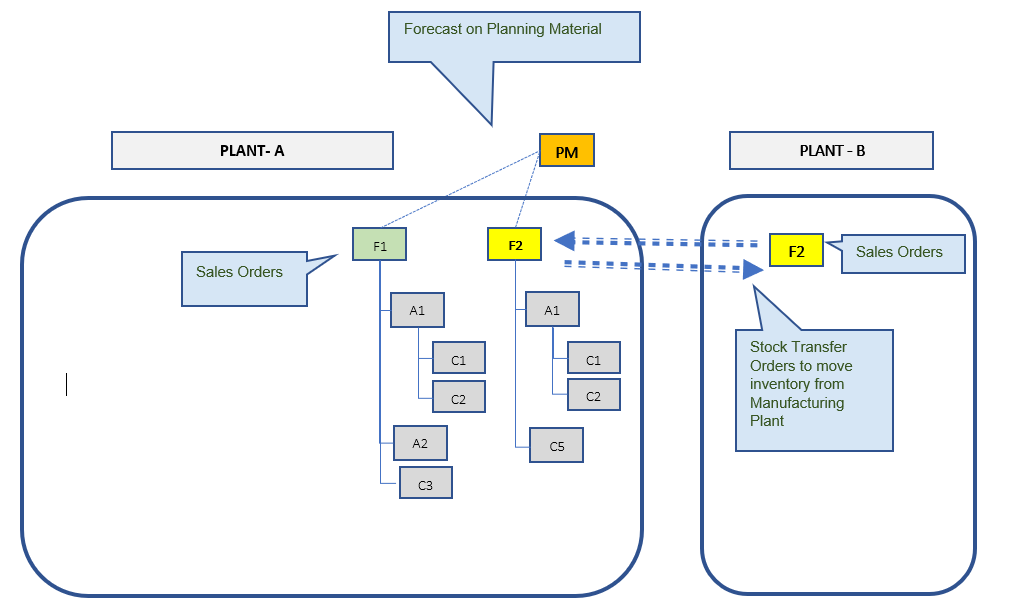
Figure 1—Example of supply chain network with PM assignment to finished products F1, F2 in both plants
The following sections demonstrate how a business can efficiently manage PMs to centralize forecasting by integrating manufacturing and distribution centers. This is applicable to large-, medium- and small-sized organizations using SAP ECC as their ERP System and SAP Advanced Planning and Optimization for demand and supply planning.
Configuration of New ECC “Planning with a PM” Strategy
In this section we’re going to configure a new planning with PMs planning strategy with the name Z0 which is copy of standard planning strategy 60 to avoid any changes to the standard delivered.
The benefit with this strategy is that the forecast maintained on the PM with Z0 planning strategy will consume both sales orders and stock transport demands.
[h2] Define Requirement Class
The purpose of this activity is to define requirement class, where you will control all functions relevant to requirements in logistics including the sales order line availability check, transfer of requirements to material requirements planning (MRP), consumption strategy, and the relevancy for planning (Table 1).

Table 1—Configuration path of requirement class
Requirement class Y04 is copy of standard requirements class 104 and the allocation indicator is set to 4 as shown in Figure 2. This requirements class is assigned to the requirements type in next step.
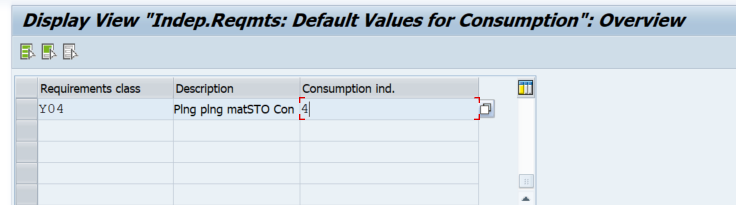
Figure 2—Transaction OVZG, requirements classes configuration
Define Requirement Type
To complete the configuration, continue with the next steps of the configuration (Table 2).

Table 2—Requirement type configuration
Create a new entry for requirement type ‘ZSEV’ and assign requirement class ‘Y04’ (Figure 3) and save your entry.
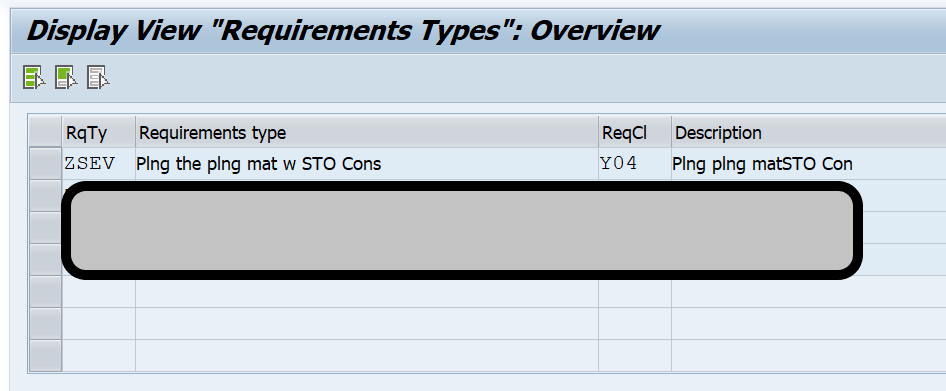
Figure 3—Transaction OVZH, configuration of requirement type with assignment to requirement class
Define Planning Strategy
The planning strategy represents an appropriate procedure to be used for planning and producing a material (Table 3).

Table 3—Planning strategy configuration
Step 1: Click New Entries.
Step 2: Create a new planning strategy “Z0” and assign requirement type ZSEV in requirements type for customer requirements section (Figure 4). Show the comparison to standard planning strategy 60 to understand the modifications.
Step 3: Save your entries.
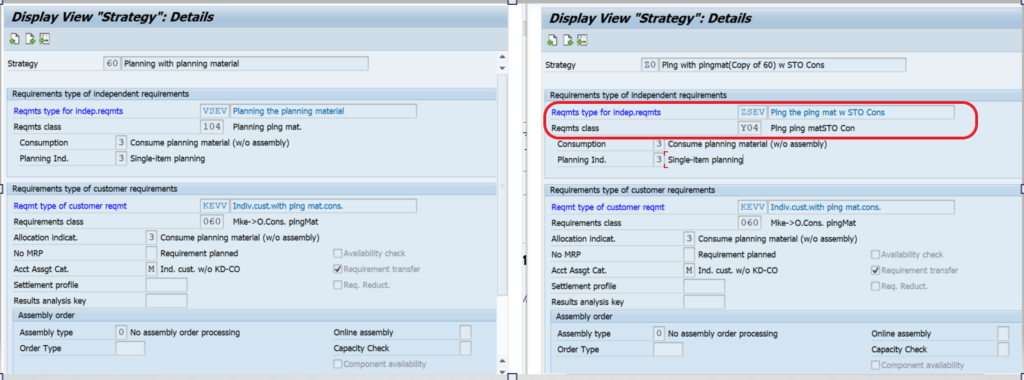
Figure 4—Transaction OPPS, planning strategy Z0 configuration, comparison with standard planning strategy 60
Define Strategy Group
In this step, you group strategies are combined into a single strategy group. You can allocate the strategy groups to the materials directly in the material master record (Table 4).

Table 4—Strategy group configuration
Step 1: Click new entries.
Step 2: Create planning strategy group Z0 and assign planning strategy Z9 as Main Strategy (Figure 5).
Step 3: Save your entries.
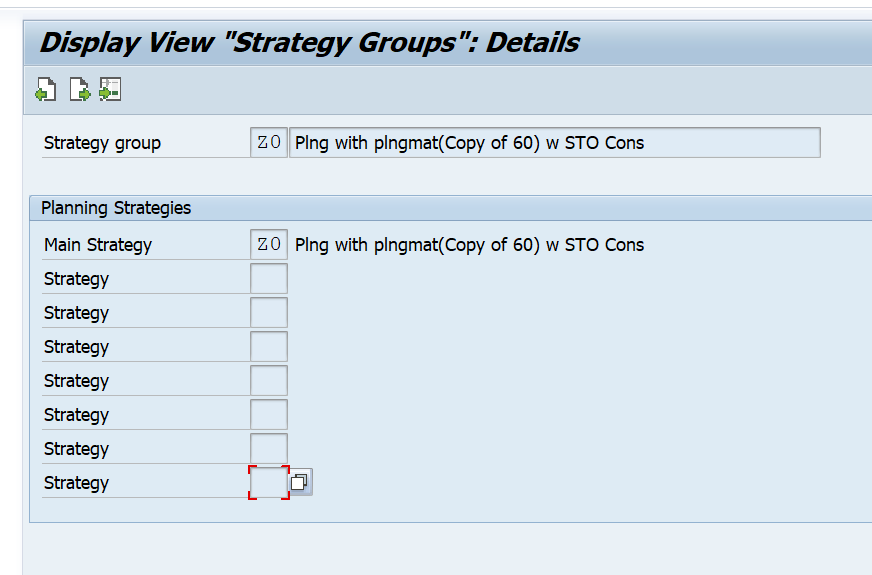
Figure 5—Transaction OPPT, planning strategy group Z0 configuration
Result Review: New ‘Planning with a PM’ planning strategy Z0 is ready for use on material master.
Implement SAP Note for PIR Consumption by STO Demand
Implement the SAP Note “1263430 – Strategy 60: STO not consuming PIR of PM” in your SAP ECC system. This note explains the symptom of the issue mentioned in the case study and also the information related to the imitation of standard planning strategy 60 and 63. This is a pre-requisite step before implementing the ABAP enhancements mentioned in next section.
MD04 and MD73: BADI and Explicit Enhancements
Implementing the enhancements mentioned below will allow you to control the PM forecast to be consumed by both sales orders on finished products in PLANT-A and also the stock transport order requirements pending on the finished products (F1,F2) from PLANT-B.
MD04 – BADI Implementation to Allow STO Demand Consumption
Implement BADI MD_PIR_FLEX_CONS in your SAP ECC system to allow PM forecast with ZSEV requirement type to be consumed by MRP elements of stock transport order (STO), sales order and delivery on stock requirements list (MD04).
BADI: MD_PIR_FLEX_CONS
Method: CHECK_PIR_CONS_REDUC
Figure 6 shows the ABAP code required for the scenario mentioned in the case study section. You may include any further scenarios to suit your business processes. Follow your programming standards for the declarations and naming conventions.
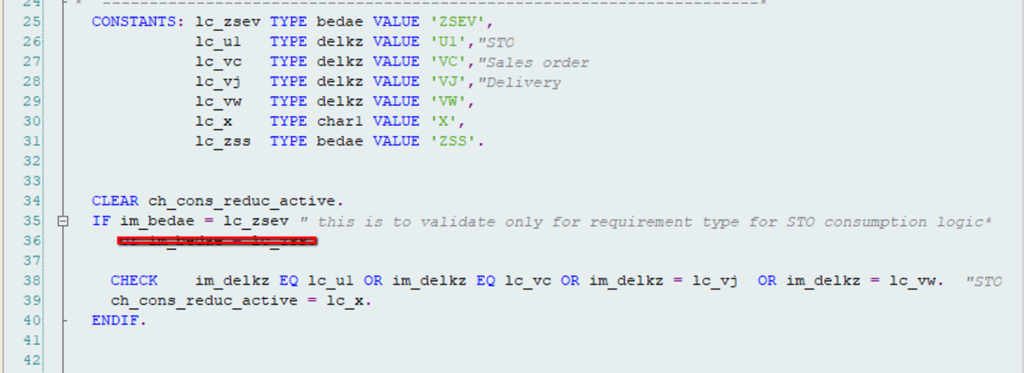
Figure 6—ABAP code in BADI MD_PIR_FLEX_CONS, method CHECK_PIR_CONS_REDUC
Figure 7 shows how using consumption indicator as 4 on the planned independent requirements maintenance in the transaction MD61/MD62 triggers the logic written within the BADI method CHECK_PIR_CONS_REDUC.
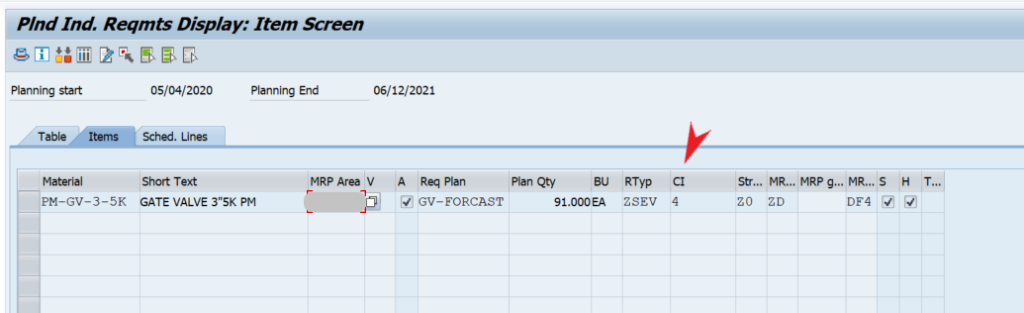
Figure 7—Transaction MD63, display of consumption indicator 4 on planning independent requirements
MD73 – Enhancement to Display STO Demand in Total Requirements Display
On the total requirements display (transaction code MD73) of PM in the supplying plant, implement explicit enhancements to include the finished materials stock transport order MRP element (Ord.DS) also in the calculation during assignment against the PM’s planned independent requirement (PIR) quantity (ZSEV type).
Figure 8 represents the enhancement implementation with details of the enhancement spot and Figure 9 represents the function module REQUIREMENTS_ALLOCATION to use during implementation on total requirement display MD73.
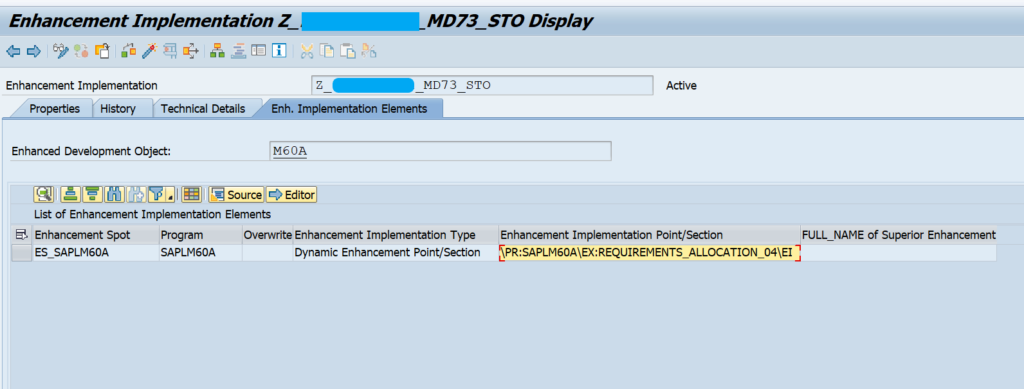
Figure 8—Transaction SE19, to review the enhancement implementation, tab ‘Enh. Implementation Elements’
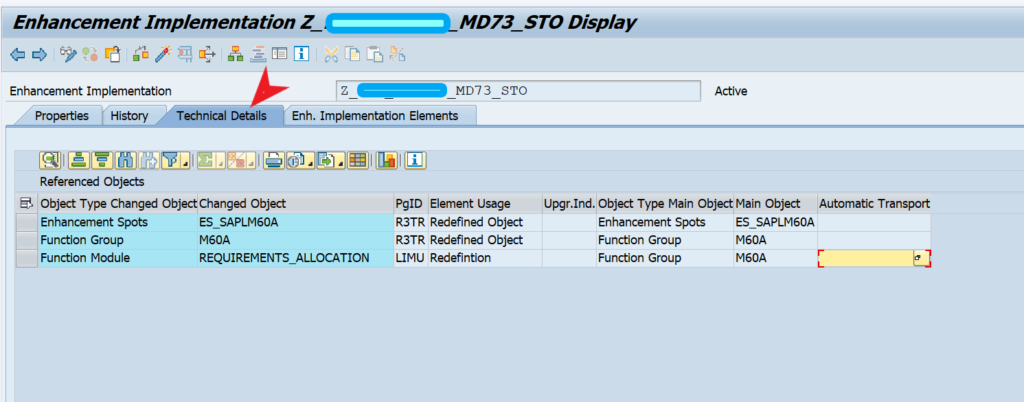
Figure 9—Transaction SE19, to review the enhancement implementation, tab ‘Technical Details’
Coordinate with your programming experts to write the code to include the stock transport order MRP element (Ord.DS) on the finished materials (F1, F2) product in supplying plant (PLANT-A) assignment against the PMs ZSEV planned independent requirement (PIR) to suit the scenario mentioned in the case study section. You may include any further scenarios relevant your business processes. Follow your programming standards for the declarations and naming conventions.
SAP ECC – Master Data Set Up and Execution Scenario
In this section let us review the implementation of the solution with the example scenario mentioned in the case study.
ECC – Master Data Set Up
Figure 10 shows how to assign this custom planning strategy Z0 to PM (Figure 11) F1 and F2 on both plants PLANT-A and PLANT-B (refer to Figure 1 for the production structure). On material master on MRP3 view using MM02 transaction, maintain the PM on the finished materials MRP3 view F1 and F2 on the field ‘Planning material’ as shown in Figure 11.
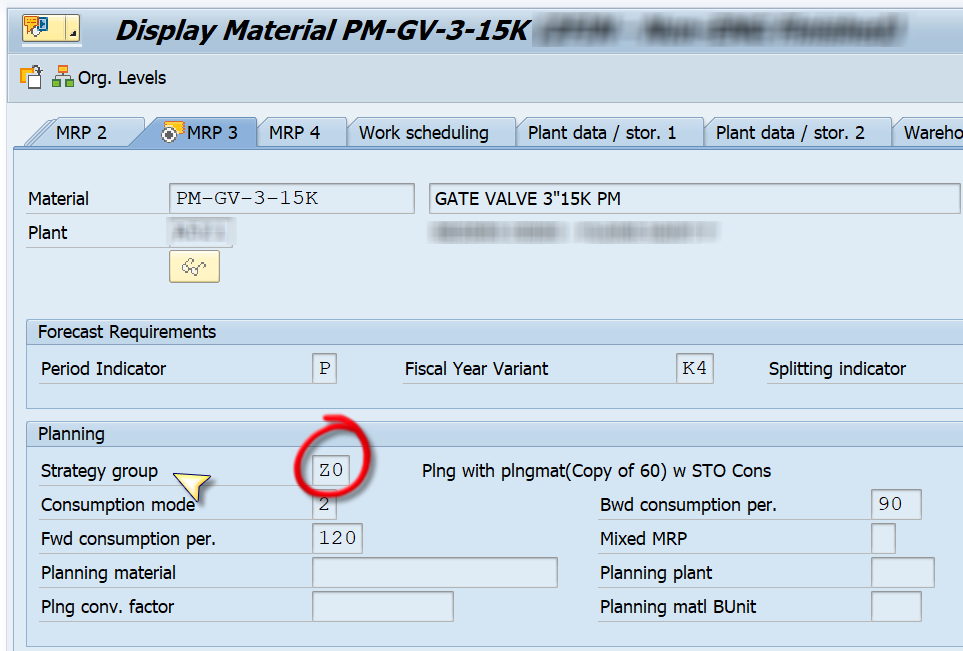
Figure 10—Transaction MM02, assign this custom planning strategy Z0 to materials PM
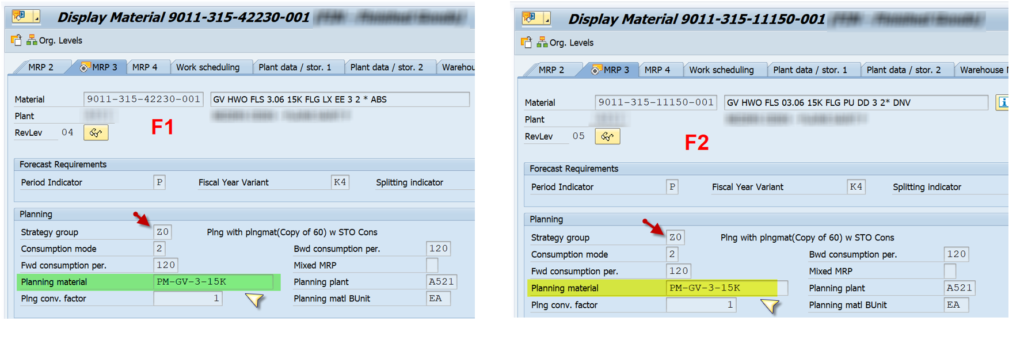
Figure 11—Transaction MM02, assign the planning strategy Z0 to materials F1 and F2 with PM assignment
ECC – Execution Scenario
Focusing on the objective, let’s review the specifics of the sales orders and stock transport order demands on the finished materials and review the forecast consumption of PM in total requirement display (MD73).
In the example from Figure 1, the F2 is the finished product that exists in both plants. Figure 12 shows that in PLANT-B (which is distribution center) demand exists as sales order (CusOrd) and supply as stock transport order (POitem) with supplying plants as PLANT-A. Therefore, in PLANT-A the respective demand of Ord.DS MRP element show up with same number.
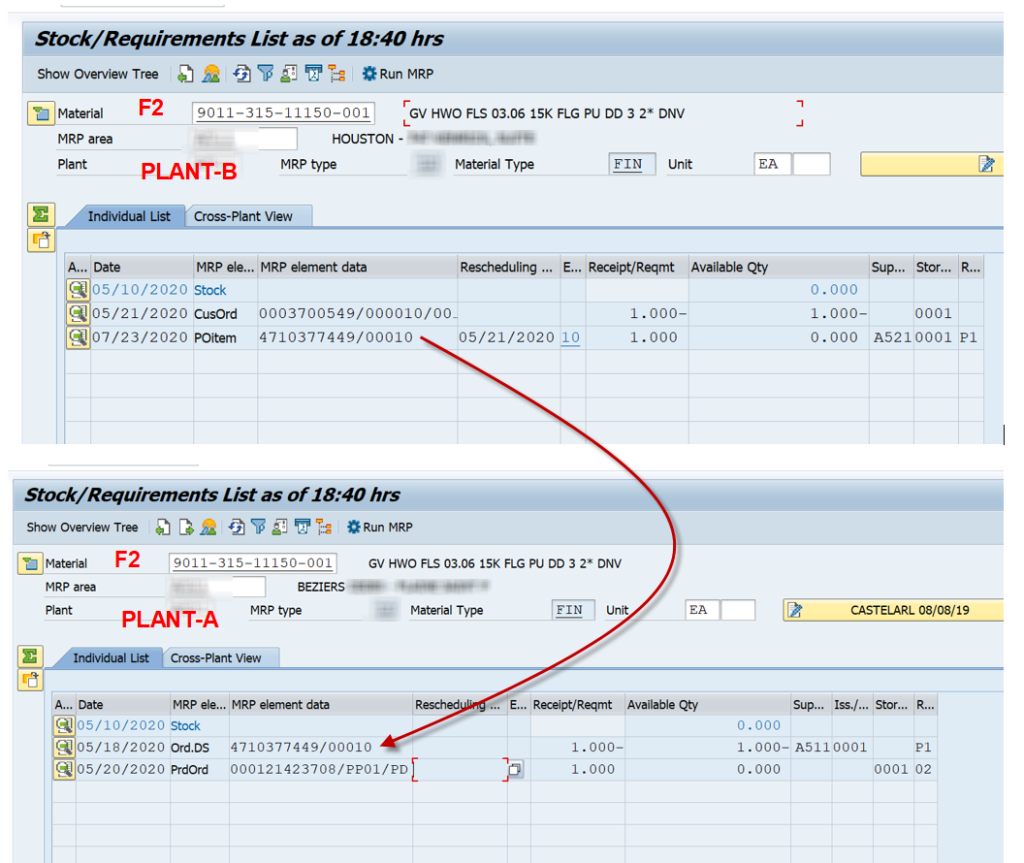
Figure 12—Transaction MD04, stock requirements list with demand and supply on F2 material in our scenario
In theory, the PM can be assigned to two or more finished products. Figure 13 showcases the results in MD73 (Total Requirements Display) with the PM forecast (ZSEV requirement type) and assignment by finished materials (F1, F2) demands of both sales order (CusOrd) and stock transport order demands (Ord.DS).
Refer to Figure 1 to compare the material highlighted for alignment.so review the consumption.
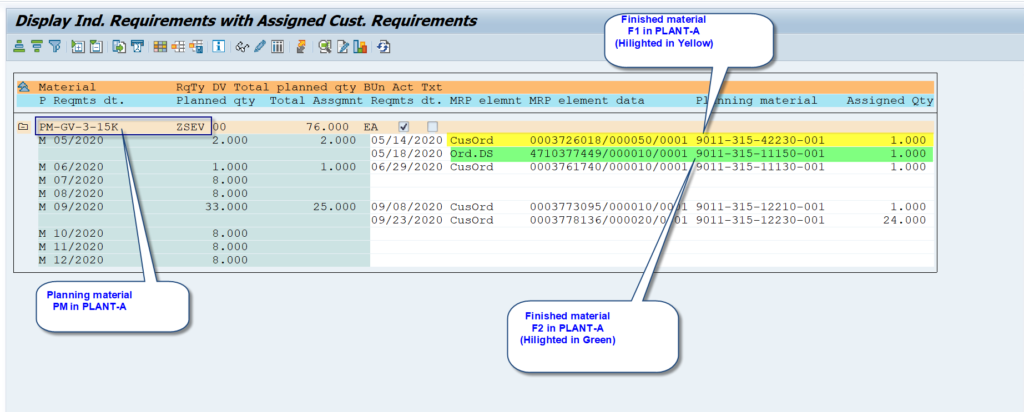
Figure 13—Transaction MD73, total requirements display of PM, displaying that the PM forecast consumed by both CusOrd of F1 material and Ord.DS of F2 material
SAP APO – Scenario Execution Results
Let us see the configuration of new requirements strategy having same behavior of ECC planning strategy and results in product view so you can gain understanding that this functionality can also be implemented in SAP APO in your organization where APO is used to perform forecasting in demand planning (DP) and require the net forecast for supply network planning (SNP).
Here the steps involved on core interface (CIF) enhancements to map the SAP ECC planning strategy to APO ‘Requirements Strategy’ is not explained in detail but you should review based on your business case.
APO – Define Category Groups
Category groups are used in both demand planning and SNP. Here we review from SNP configuration perspective.
Follow IMG Menu Supply Network Planning -> Maintain Category Groups
Figure 14 represent the configuration of new category group Z03 for the categories BI, BM, BR, BS and EQ (which orders) to considered by SNP when reading the key figures from live cache, you should specify the quantity type as “01- Requested Quantity” against the categories.
- BI- ConRel
- BM – SalesOrder
- BR – Deliv.
- BS – CusReq
- EQ -StkTrsfDel
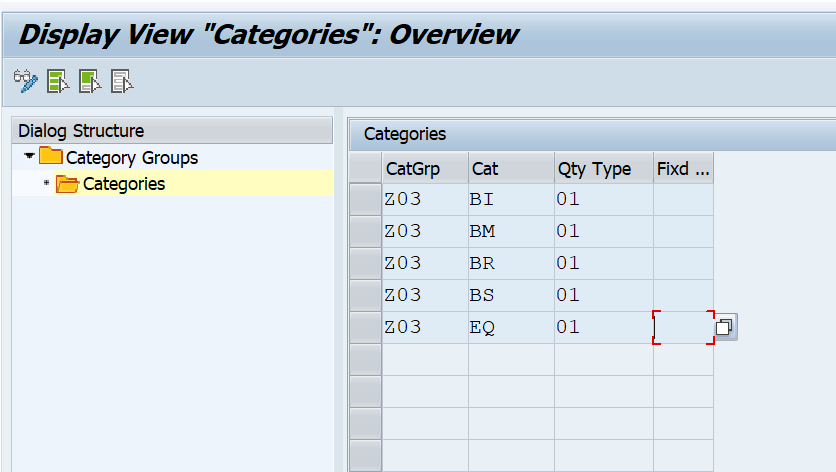
Figure 14—APO maintain category groups configuration
Define Requirements Strategy
The requirements strategy determines how production quantities of a product are planned, and how the forecast is consumed.
Follow IMG Menu Advanced Planning and Optimization ® Product ® Specify Requirements Strategies
Figure 15 represents the configuration of the requirement strategy Z0 with category group Z03.
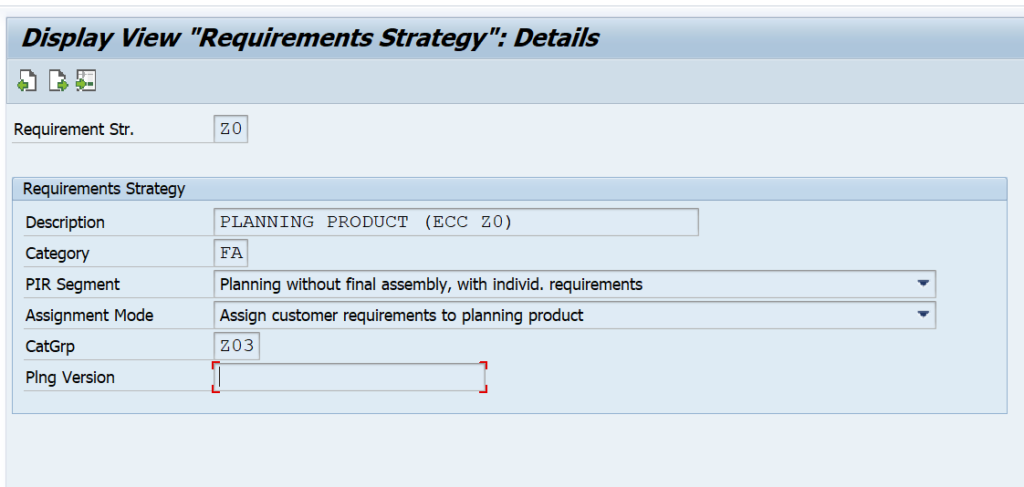
Figure 15—APO requirements strategy configuration
Figure 16 represent the assignment this APO requirements strategy Z0 to products PM, F1 and F2 on both locations PLANT-A and PLANT-B (refer Figure 1 for the production structure).
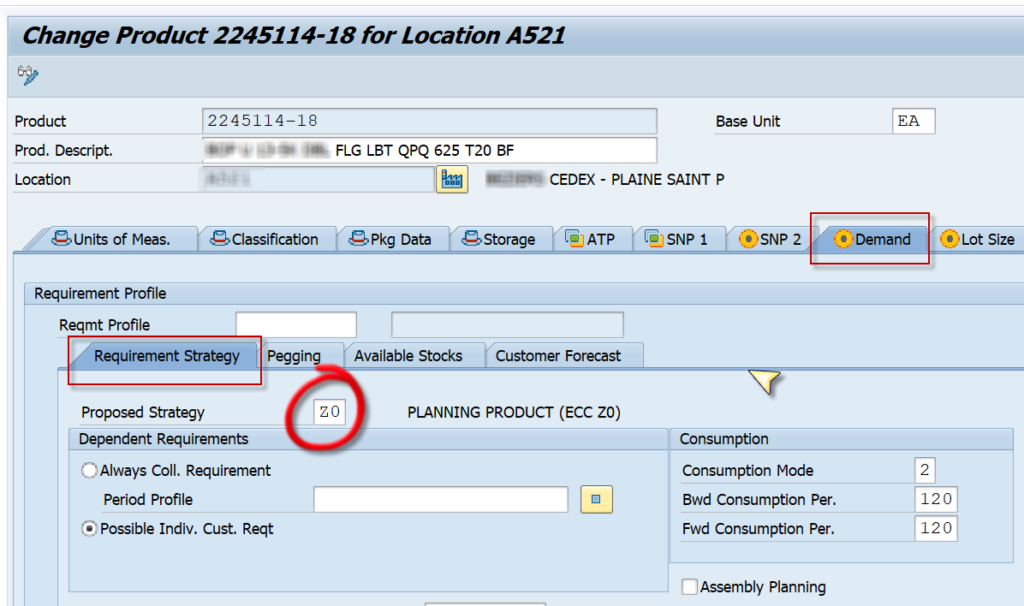
Figure 16—Transaction /SAPAPO/MAT1, assign this requirements strategy Z0 to all the materials PM, F1 and F2
APO – Review Results on Product View
Figure 17 showcases the results in /SAPAPO/RRP3 (Product view) with the PM forecast (FC req. category) and assignment demands of both sales order (SalesOrder category) and stock transport order demands (ConRel category) on finished materials.
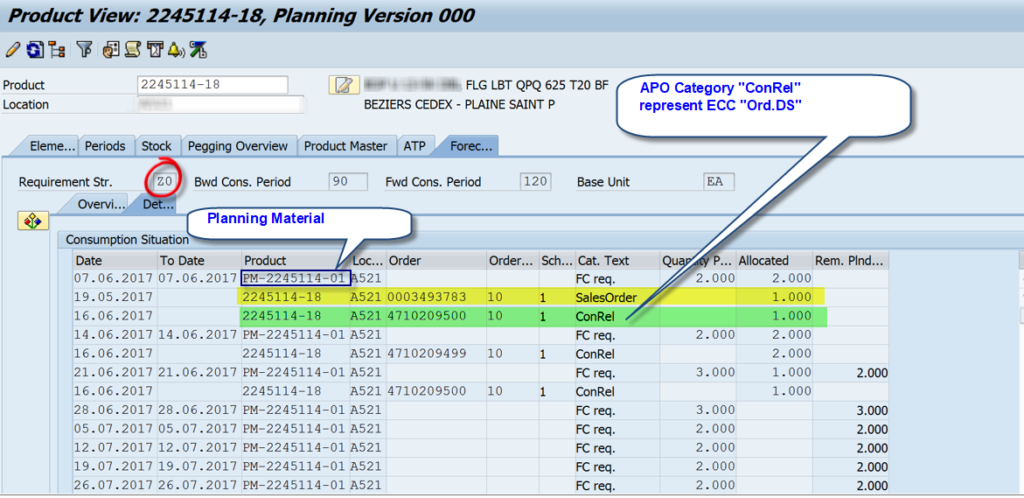
Figure 17—Transaction /SAPAPO/RRP3: Product View Forecast tab, displaying that the PM forecast consumed by both SalesOrder and ConRel categories
Benefits
With the solution explained in this article, you can expand the set up across the plants and using these strategy settings, your organization can see the benefits like:
- Centralize forecasting on family of products across the manufacturing, distribution and field locations
- Optimize inventory levels across supply network
- Minimize manufacturing lead times to achieve better on time delivery for assemble-to-order finished products
- Avoid manual workarounds on PM forecast reduction for the interplant demands
This concludes the review on master data and results review of the new planning strategy in both SAP ECC and APO.
What Does This Mean for the SAPinsider Community?
Based on these guidelines, SAPinsiders should:
- Plan non-variable components to reduce finished products’ replenishment lead times. Finished products, which require some sort of customization, need final inputs from the customer so final assembly is typically performed only when sales order is received. The important feature of this planning strategy is that you can produce or procure non-variable assemblies/components based on forecast maintained in demand management. Production of the finished product is based on actual sales orders so this procedure ensures that you can react quickly to customer requirements even if the finished product has a long overall lead time and achieve better service levels.
- Configure your SAP system for automatic forecast consumption of network demands when using PMs. Multinational organizations’ cost effective measures require to centralize manufacturing and planning processes but still able to set up field locations to meet regional demands. The solution described in this article can enhance the PM forecasting ability to include both external demands via sales orders and internal demands via stock transport orders. This resolves business challenges in supply chain networks where the same finished product can be sold from multiple plants (may be across company codes). Involve your consultants to configure the SAP planning strategy and avoid manual workarounds on forecast maintenance.



